Chemical composition determines many characteristics of steels important in construction applications. Some of the chemicals present in commercial steels are a consequence of the steelmaking process. Other chemicals may be added deliberately by the producers to achieve specific objectives. Specifications therefore usually require producers to report the chemical composition of the steels.
During the pouring of a heat of steel, producers take samples of the molten steel for chemical analysis. These heat analyses are usually supplemented by product analyses taken from drillings or millings of blooms, billets, or finished products. ASTM specifications contain maximum and minimum limits on chemicals reported in the heat and product analyses,
which may differ slightly.
Principal effects of the elements more commonly found in carbon and low-alloy steels
are discussed below. Bear in mind, however, that the effects of two or more of these chemicals when used in combination may differ from those when each alone is present. Note also that variations in chemical composition to obtain specific combinations of properties in a steel usually increase cost, because it becomes more expensive to make, roll, and fabricate.
Carbon is the principal strengthening element in carbon and low-alloy steels. In general, each 0.01% increase in carbon content increases the yield point about 0.5 ksi. This, however, is accompanied by increase in hardness and reduction in ductility, notch toughness, and weldability, raising of the transition temperatures, and greater susceptibility to aging. Hence limits on carbon content of structural steels are desirable. Generally, the maximum permitted in structural steels is 0.30% or less, depending on the other chemicals present and the weldability and notch toughness desired.
Aluminum, when added to silicon-killed steel, lowers the transition temperature and increases notch toughness. If sufficient aluminum is used, up to about 0.20%, it reduces the transition temperature even when silicon is not present. However, the larger additions of aluminum make it difficult to obtain desired finishes on rolled plate. Drastic deoxidation of molten steels with aluminum or aluminum and titanium, in either the steelmaking furnace or the ladle, can prevent the spontaneous increase in hardness at room temperature called aging. Also, aluminum restricts grain growth during heat treatment and promotes surface hardness by nitriding.
Boron in small quantities increases hardenability of steels. It is used for this purpose in quenched and tempered low-carbon constructional alloy steels. However, more than 0.0005 to 0.004% boron produces no further increase in hardenability. Also, a trace of boron increases strength of low-carbon, plain molybdenum (0.40%) steel.
Chromium improves strength, hardenability, abrasion resistance, and resistance to atmospheric corrosion. However, it reduces weldability. With small amounts of chromium, low-alloy steels have higher creep strength than carbon steels and are used where higher strength is needed for elevated-temperature service. Also chromium is an important constituent of stainless steels.
Columbium in very small amounts produces relatively larger increases in yield point but smaller increases in tensile strength of carbon steel. However, the notch toughness of thick sections is appreciably reduced.
Copper in amounts up to about 0.35% is very effective in improving the resistance of carbon steels to atmospheric corrosion. Improvement continues with increases in copper content up to about 1% but not so rapidly. Copper increases strength, with a proportionate increase in fatigue limit. Copper also increases hardenability, with only a slight decrease in ductility and little effect on notch toughness and weldability. However, steels with more than 0.60% copper are susceptible to precipitation hardening. And steels with more than about 0.5% copper often experience hot shortness during hot working, and surface cracks or roughness develop. Addition of nickel in an amount equal to about half the copper content is effective in maintaining surface quality.
Hydrogen, which may be absorbed during steelmaking, embrittles steels. Ductility will improve with aging at room temperature as the hydrogen diffuses out of the steel, faster from thin sections than from thick. When hydrogen content exceeds 0.0005%, flaking, internal cracks or bursts, may occur when the steel cools after rolling, especially in thick sections. In carbon steels, flaking may be prevented by slow cooling after rolling, to permit the hydrogen to diffuse out of the steel.
Manganese increases strength, hardenability, fatigue limit, notch toughness, and corrosion resistance. It lowers the ductility and fracture transition temperatures. It hinders aging. Also, it counteracts hot shortness due to sulfur. For this last purpose, the manganese content should be three to eight times the sulfur content, depending on the type of steel. However, manganese reduces weldability.
Molybdenum increases yield strength, hardenability, abrasion resistance, and corrosion resistance. It also improves weldability. However, it has an adverse effect on toughness and transition temperature. With small amounts of molybdenum, low-alloy steels have higher creep strength than carbon steels and are used where higher strength is needed for elevatedtemperature service.
Nickel increases strength, hardenability, notch toughness, and corrosion resistance. It is an important constituent of stainless steels. It lowers the ductility and fracture transition temperatures, and it reduces weldability.
Nitrogen increases strength, but it may cause aging. It also raises the ductility and fracture transition temperatures.
Oxygen, like nitrogen, may be a cause of aging. Also, oxygen decreases ductility and notch toughness.
Phosphorus increases strength, fatigue limit, and hardenability, but it decreases ductility and weldability and raises the ductility transition temperature. Additions of aluminum, however, improve the notch toughness of phosphorus-bearing steels. Phosphorus improves the corrosion resistance of steel and works very effectively together with small amounts of copper toward this result.
Silicon increases strength, notch toughness, and hardenability. It lowers the ductility transition temperature, but it also reduces weldability. Silicon often is used as a deoxidizer in steelmaking (see Art. 1.24).
Sulfur, which enters during the steelmaking process, can cause hot shortness. This results from iron sulfide inclusions, which soften and may rupture when heated. Also, the inclusions may lead to brittle failure by providing stress raisers from which fractures can initiate. And high sulfur contents may cause porosity and hot cracking in welding unless special precautions are taken. Addition of manganese, however, can counteract hot shortness. It forms manganese sulfide, which is more refractory than iron sulfide. Nevertheless, it usually is desirable to keep sulfur content below 0.05%.
Titanium increases creep and rupture strength and abrasion resistance. It plays an important role in preventing aging. It sometimes is used as a deoxidizer in steelmaking (see Art. 1.24) and grain-growth inhibitor (see Art. 1.21).
Tungsten increases creep and rupture strength, hardenability and abrasion resistance. It is used in steels for elevated-temperature service.
Vanadium, in amounts up to about 0.12%, increases rupture and creep strength without impairing weldability or notch toughness. It also increases hardenability and abrasion resistance.
Vanadium sometimes is used as a deoxidizer in steelmaking (see Art. 1.24) and graingrowth inhibitor (see Art. 1.21).
In practice, carbon content is limited so as not to impair ductility, notch toughness, and weldability. To obtain high strength, therefore, resort is had to other strengthening agents that improve these desirable properties or at least do not impair them as much as carbon.
Often, the better these properties are required to be at high strengths, the more costly the steels are likely to be.
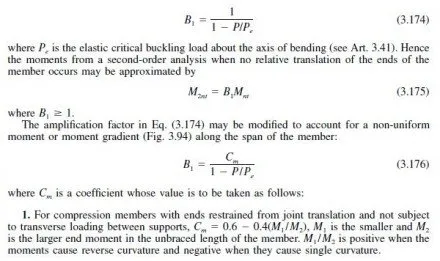
Attempts have been made to relate chemical composition to weldability by expressing the relative influence of chemical content in terms of carbon equivalent. One widely used formula, which is a supplementary requirement in ASTM A6 for structural steels, is

Carbon equivalent is related to the maximum rate at which a weld and adjacent plate may be cooled after welding, without underbead cracking occurring. The higher the carbon equivalent, the lower will be the allowable cooling rate. Also, use of low-hydrogen welding electrodes and preheating becomes more important with increasing carbon equivalent. (Structural Welding Code Steel, American Welding Society, Miami, Fla.)
Though carbon provides high strength in steels economically, it is not a necessary ingredient.
Very high strength steels are available that contain so little carbon that they are considered carbon-free.
Maraging steels, carbon-free iron-nickel martensites, develop yield strengths from 150 to 300 ksi, depending on alloying composition. As pointed out in Art. 1.20, iron-carbon martensite is hard and brittle after quenching and becomes softer and more ductile when tempered. In contrast, maraging steels are relatively soft and ductile initially but become hard, strong, and tough when aged. They are fabricated while ductile and later strengthened by an aging treatment. These steels have high resistance to corrosion, including stresscorrosion cracking.
(W. T. Lankford, Jr., ed., The Making, Shaping and Treating of Steel, Association of Iron and Steel Engineers, Pittsburgh, Pa.)